






 当前位置:
当前位置:

 热门推荐
热门推荐


 推荐新闻
推荐新闻

 在线留言
在线留言 详情内容
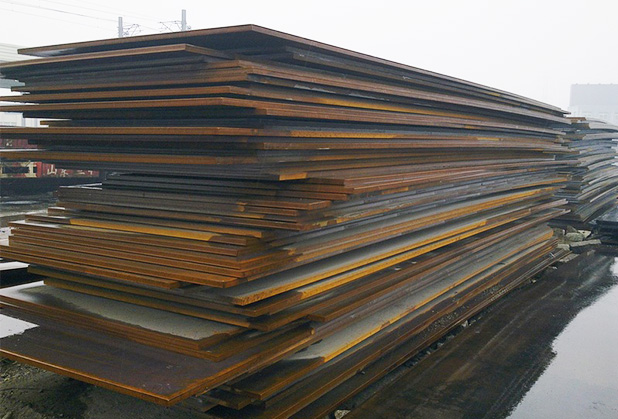
详情内容 成都不锈钢中厚板切割操作流程:

1.自动切割时,将中厚板提升至气割平台,将中厚板单侧端与导轨的距离差调整在5mm以内。半自动切割时,应将导轨放在中厚板的切割平面上,然后将切割机轻轻放在导轨上。使带有割炬的一侧面向操作者,根据中厚板的厚度选择切割喷嘴,调整切割直线度和切割速度。
2.根据自动切割和半自动切割方式的不同,调整各割枪的距离,确定拖动量,并考虑槽补偿;在切割过程中,切割枪倾角的大小和方向主要由中厚板厚度决定。
3.在厚板气体切割过程中,保持切割喷嘴垂直于工件表面。整个截面切割完成后,将切割喷嘴移至正常气体切割。当气割即将到达终点时,稍微放慢速度,完全切断切口下部。
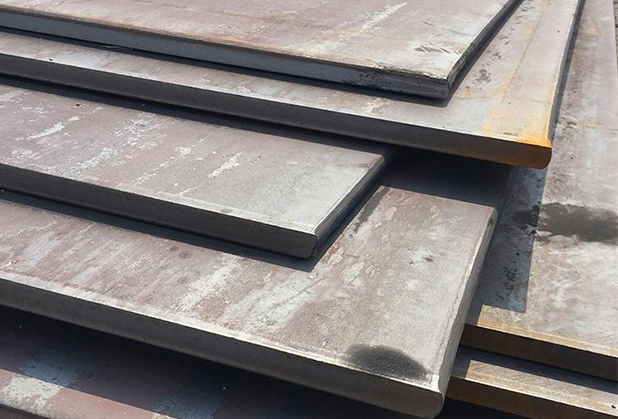
4.气割前清除钢材表面的污垢和油脂,下方留一定的空间,便于吹渣。气割时,割炬的运动应保持匀速,切件表面与火焰中心尖端的距离应为2-5 mm,距离过近,切口边缘会熔化,热量过远,容易中断切割。
5.厚板切割时,预热火焰要大,气割的气流长度应超过工件厚度的1/3。切割喷嘴与工件表面形成约10-20°的倾角,使零件边缘均匀受热。