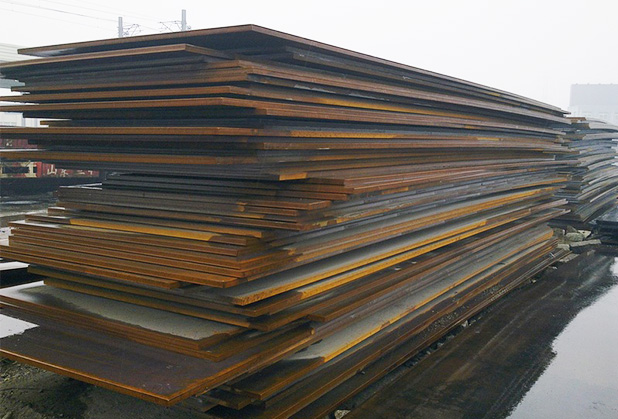
成都低合金板是一种建筑行业中经常会用到的一种建材,而这种建材在特定的情况下是需要焊接的,接下来我们就一起来了解一下成都低合金板的焊接操作技术吧。

(1)焊接方法的选择具体选用何种焊接方法取决于所焊产品的结构、板厚、对性能的要求及生产条件等。其中焊条电弧焊、埋弧焊、实心焊丝及药芯焊丝气体保护电弧是常用的焊接方法。对于氢致裂纹敏感性较强的低合金高强度钢的焊接,无论采用哪种焊接工艺,都应采取低氢的工艺措施。厚度大于100mm低合金高强度钢结构的环形和长直线焊缝,常常采用单丝或双丝窄间隙埋弧焊。当采用高热输入的焊接工艺方法,如电渣焊、气电立焊及多丝埋弧焊接低合金高强度钢时,在使用前应对焊缝金属和热影响区的韧性作认真的评定,以保护焊接接头的韧性作认真的要求。
(2)焊接材料的选择由于低合金高强度钢氢致裂纹敏感性较强,因此,选择焊接材料时应优先采用低氢焊条和碱度适中的埋弧焊焊剂。焊条、焊剂使用前应按制造厂或工艺规程规定进行烘干。焊条烘干后应存放在保温筒中随用随取。为了保证焊接接头具有与母材相当的冲击韧度,正火钢与控轧控冷钢焊接材料优先选用高韧度焊材,配以正确的焊接工艺以保证焊缝金属和热影响区具有优良的冲击韧度。
(3)焊接热输入的控制焊接热输入的变化将改变焊接冷却速度,从而影响焊缝金属及热影响区的组织组成,并影响焊接接头的力学性能及抗裂性。因此为了确保焊缝金属的韧性,不宜采用过大的焊接热输入。焊接操作上尽量不用横向摆动和挑弧焊接,推荐采用多层窄焊道焊接。热输入对焊接影响区的抗裂性及韧性也有显著的影响。各种低合金高强度钢焊接时应根据其自身的焊接性特点,结合具体的结构形式及板厚,选择合适的焊接热输入。与正火或正火加回火钢及控轧控冷钢相比,热轧钢可以适应较大的焊接热输入。当焊接含碳量偏上限的16Mn钢时,为降低淬硬倾向,防止冷裂纹的产生,焊接热输入应偏大一些。含V、Nb、Ti微合金化元素的钢种,为降低热影响区粗晶区的脆化,确保焊接热影响区具有优良的低温韧性,应选择较小的焊接热输入。碳及合金元素含量较高、屈服强度为490MPa的正火钢,选择热输入时既要考虑钢种的淬硬倾向,同时也要兼顾热影响区粗晶区的过热倾向。一般为了确保热影响区的韧性,应选择较小的热输入,同时采用低氢焊接方法配合适当的预热或及时的焊后消氢处理来防止焊接冷裂纹的产生。控冷控轧钢的碳含量和碳发量均较低,对氢致裂纹不敏感,为了防止焊接热影响区的软化,提高热影响区韧性,应采用较小的热输入焊接,使焊接冷却时间t<sub>8/5</sub>控制在10s以内为佳。
(4)预热及焊道间温度预热是防止低合金高强度钢焊接氢致裂纹产生的有效措施。但预热常常恶化劳动条件,便生产工艺复杂化,不合理的、过高的预热和焊道间温度还会损害焊接头的性能。因此,焊前是否需要预热及合理的预热温度,都需要认真考虑或通守试验确定。预热温度的确定取决于钢材的成分(碳当量)、板厚、焊件结构形状和拘束度、环境温度以及所采用的焊接材料的含氢量等。随着钢材碳当量、板厚、结构拘束度、焊接材料的含氢量的增加和环境温度的降低,焊前预热温度要相应提高。对于厚板多道多层焊,为了促进焊接区氢的逸出,防止焊接过程中氢致裂纹的产生,应控制焊道间温度不低于预热温度和进行必要的中间消氢热处理。
以上就是成都低合金板的焊接操作技术了,大家现在都了解了嘛。








 当前位置:
当前位置:

 热门推荐
热门推荐